




























A combustible gas alarm controller is a safety monitoring device specifically designed to detect leakage concentrations of flammable gases (e.g., methane, propane, hydrogen, natural gas) in environments. When the concentration reaches preset alarm thresholds, it triggers warnings through audible/visual alerts and signal outputs. When paired with combustible gas detectors, it enables centralized management of multiple detectors for real-time monitoring and coordinated control of gas leaks. Functioning as a frontline "sentinel" for safety, the detector collects gas concentration data at the source, while the controller handles core functions including data processing, alarm activation, information display, and transmission. This integrated system forms a comprehensive combustible gas leakage monitoring and early-warning mechanism, effectively preventing accidents like explosions and fires at their source.
In practical applications, a high-quality gas alarm controller not only accurately detects leakage signals but also provides critical time for emergency response, making it an indispensable component of industrial safety management systems. To address this need, Nuoan Technology has launched a series of high-performance gas alarm controllers. The SNE800A combustible gas alarm controller is one such high-performance model developed through continuous technological iteration and R&D by Nuoan Technology.

Hardcore Strength: Technical Characteristics
The SNE800A features multiple innovative designs for more accurate and reliable safety monitoring.
Adopting advanced microprocessor and communication technologies: It enables rapid processing of analog/digital signals from detectors, effectively filtering out environmental interference signals, thereby avoiding false alarms and missed alarms caused by electromagnetic interference, temperature fluctuations, and other factors, ensuring stable, reliable, and highly accurate performance.
Equipped with intelligent calibration and self-diagnosis technology: The system performs periodic calibration based on actual usage scenarios to ensure long-term monitoring accuracy. Its self-diagnosis function continuously monitors operational status, instantly triggering automatic fault alarms for issues like detector malfunctions, circuit disconnections, or power anomalies, enabling swift troubleshooting.
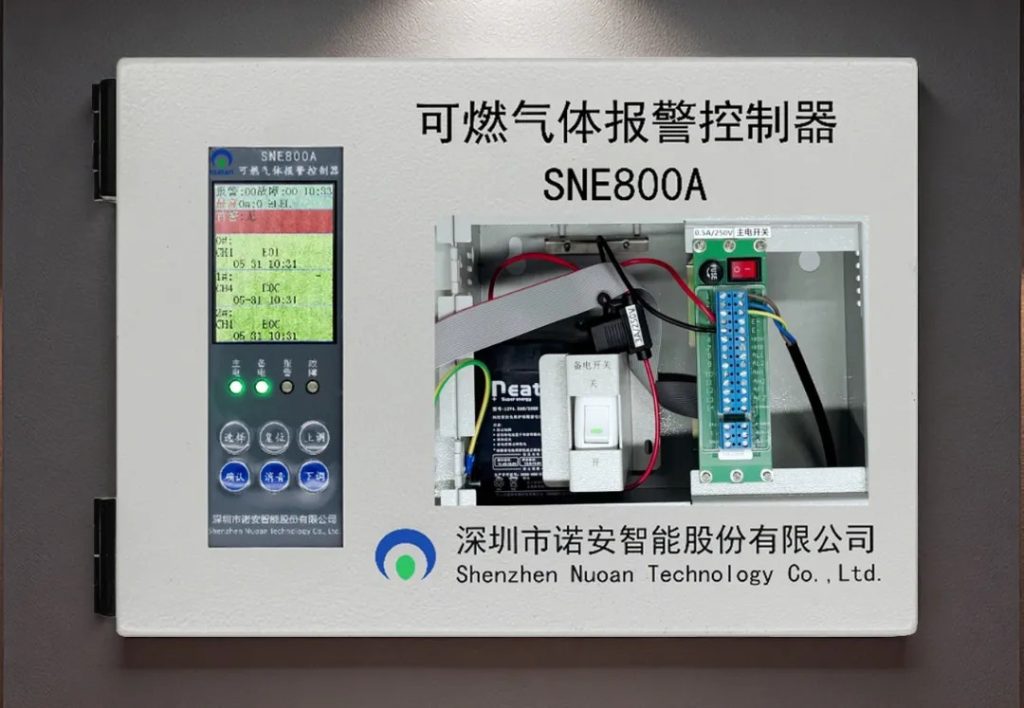
The SNE800A features a dot-matrix TFT color LCD high-definition display with a user-friendly interface. The large screen clearly displays real-time information including gas concentration, alarm status, device ID, and runtime, while showing multi-channel combustible gas detector readings and enabling hierarchical control of detectors or modules. The Chinese operation menu with intuitive icons ensures easy and direct operation.
Superior Performance: Key Indicators
signal transmission:Highly versatile, supporting 4-20mA and RS485 signal outputs, and compatible with wireless communication protocols including 4G/5G, NB-IoT, and LORA.
High compatibility:POWBUS bus (two-wire system), non-polar, no topology restrictions
Measurement range and accuracy:Supports monitoring of multiple combustible gases, configurable according to the detection range of connected gas detectors to meet diverse scenario requirements. Accuracy reaches ±3% (F.S.), exceeding industry standards, enabling precise detection of minute concentration changes and early warnings.
Flexible adaptation:The 4-point controller delivers exceptional cost-effectiveness with bus-based connectivity and flexible expansion. Its single-unit configuration supports up to 1 multi-wire detector and 4 bus detectors, while supporting 9 bus detectors for short-range applications.
stability:The SNE800A utilizes industrial-grade components and has undergone rigorous testing under extreme conditions including high/low temperatures, humidity, and vibration. It operates stably across a wide temperature and humidity range of-20℃ to 60℃ and 0% to 99% RH, meeting the operational requirements of diverse geographical and industrial environments.
Power supply endurance:The system supports AC 220V/50Hz main power supply and is equipped with a 12V/4.5Ah maintenance-free lead-acid backup power supply, providing continuous operation for ≥4 hours after power failure. Automatic switching between primary and backup power ensures uninterrupted monitoring during sudden power outages.
Alert method: The SNE800A features a high-decibel audio-visual alarm system with a sound level of ≥85dB, ensuring clear alarm transmission even in noisy industrial environments.
Compliance and Security: Authoritative Certification
In the field of safety equipment, compliance is a prerequisite for enterprises when selecting devices. The SNE800A has obtained multiple national mandatory product certifications (CCCF certification), meets the GB16808-2008 national standard “Flammable Gas Alarm Controller”, and strictly adheres to quality specifications, ensuring product performance meets requirements. Additionally, the SNE800A has passed international safety integrity level SIL2 certification, software product certification, and other qualifications, covering safety management requirements across industries such as petroleum, chemical, gas, and metallurgy, providing greater peace of mind for use.
Easy and Convenient: Standardized Installation and Convenient Maintenance
The SNE800A features wall-mountable modular design with precision wiring holes for hassle-free installation. Complete the setup with detailed instructions and accessories – just secure the equipment, connect cables, and adjust parameters. Important: The bus system requires dedicated setup, and non-explosion-proof devices must be installed in non-explosion-proof zones. Enjoy 24/7 technical support and maintenance services for hassle-free operation.

Widespread application: Safeguarding security across multiple industries
With its superior performance, flexible adaptability, and reliable quality, the SNE800A gas alarm controller is widely applicable across industries with flammable gas leakage risks. In the petrochemical sector, it monitors methane, ethane, and other flammable gases generated during crude oil extraction and refining processes to ensure safety in production workshops and storage tank areas. In the gas industry, it is deployed at natural gas gate stations, pressure regulation stations, and refueling stations to provide real-time leakage detection and prevent explosions. For metallurgical operations, it monitors blast furnace gas and coke oven gas, adding an extra layer of safety protection for high-temperature environments. Additionally, in food processing (e.g., alcohol production), pharmaceutical manufacturing (e.g., solvent usage), and warehousing logistics (e.g., flammable chemical storage), the SNE800A plays a vital role in safeguarding production safety across various industries.
Whether for large-scale chemical parks or small-scale processing plants, selecting compliant combustible gas alarm controllers establishes the first line of defense for enterprises, ensuring safer and more efficient production. Nuoan Intelligence never stops in safeguarding industrial safety!